Hex bolts are a staple in the fastener industry, known for their high torque, simplicity, cost-effectiveness, and performance. Widely utilized in the automotive sector, these hexagon bolts come in two primary variants: outer hexagon bolts and inner hexagon bolts. Understanding the distinctions between these two types is crucial for selecting the most appropriate option for specific applications.

Structural Variances Between Outer and Inner Hexagon Bolts
Structurally, distinguishing between outer and inner hexagon bolts is straightforward. The thread part remains largely uniform, while the outer hexagon features a hexagonal head without any depression. To enhance the pressure-bearing area of the head, outer hexagon flange bolts are also common. Conversely, inner hexagon bolts exhibit a round head with a concave hexagon in the middle. Different variations include cylindrical head, pan head, countersunk head, and flat head hexagon socket bolts.
Cost Disparities in Head Manufacturing
A significant difference lies in the manufacturing process of the head. Due to distinct head structures, varying molds and processes are required. Consequently, the head manufacturing cost for hexagonal socket bolts is higher than that of outer hexagon bolts.
Varied Tightening Tools for Different Bolts
In practical assembly scenarios, inner hexagon bolts typically use an "L"-shaped wrench, where one side is longer for ease of use. On the other hand, outer hexagon bolts are tightened with a wrench shaped like an equilateral hexagon.
For production assembly, adherence to tightening quality and automation necessitates the use of constant torque wrenches and high-precision tightening guns. Matching corresponding tightening sleeves becomes crucial in this context, with outer hexagon bolts requiring concave hexagon sleeves and inner hexagon bolts necessitating convex hexagon sleeves.

Advantages and Disadvantages of Outer and Inner Hexagon Bolts
Outer Hexagon Bolts:
Advantages:
Good self-locking capabilities.
Large pre-tightening contact area and force.
Wider range of full thread lengths.
Suitable for reamed holes, fixing part positions, and withstanding shear forces.
Disadvantages:
Takes up more space and isn't ideal for delicate applications.
Not suitable for countersunk heads.
Inner Hexagon Bolts:
Advantages:
Easy to fasten.
Difficult to disassemble.
Ideal for small spaces.
Can be countersunk for a more aesthetic appearance.
Disadvantages:
Small contact area and pre-tightening force.
Limited full thread length.
Fastening tools may be challenging to match and replace.
Requires a professional wrench for disassembly, making it less convenient.

Choosing Between Outer and Inner Hexagon Bolts in Different Applications
The selection between outer and inner hexagon bolts depends on the application's specific requirements. If a large axial force is needed, and external space permits, outer hexagon bolts are preferable. Conversely, for applications with limited space, aesthetic considerations, and lower axial force requirements, inner hexagon bolts are more suitable.
Consider a car's subframe-to-body connection as an example. Here, outer hexagon bolts are chosen due to the ample space, high axial force, and torque requirements. Conversely, in visible areas with aesthetic requirements, such as interior trim parts, inner hexagon bolts are the ideal choice.
Conclusion
In conclusion, how to choose between outer and inner hexagon bolts involves understanding their structural differences, cost implications, advantages, and disadvantages. Manufacturers should carefully assess specific application requirements to make informed decisions that align with efficiency, aesthetics, and functionality.
In recent years, rivet nuts have emerged as revolutionary fasteners, designed to address the challenges associated with welding nuts for thin metal sheets and pipes. Developed to combat issues such as melting during welding and slipping internal threads, rivet nuts offer a practical and efficient solution. This article provides an in-depth exploration of rivet nuts, covering types, advantages, and essential precautions for their effective use.

Types of Rivet Nuts:
Rivet nuts are diverse, classified based on material, head type, column, and hole type:
Material:
316 Stainless Steel
316L Stainless Steel
v304 Stainless SteelCarbon Steel (08A)
Aluminum
Copper
Head Types:
Flat Head
Countersunk Head
Small Countersunk Head
Flat Head Hexagon
Countersunk Hexagon
Column Types:
Common Round Type
Knurled Round Type
Full Hexagon Type
Semi-Hexagon Type
Hole Types:
Open Type
Closed Type

Advantages of Using Rivet Nuts:
Rivet nuts offer numerous advantages, making them indispensable in various industries:
Versatile Connection:
Ideal for connecting non-structural load-bearing bolts, especially in applications like interior trim parts in railway passenger cars and highway passenger cars.
Surface Coating Compatibility:
Rivet nuts and studs can be installed at any production stage, even on coated or painted surfaces, without the need for additional surface treatment.
Temperature Resistance:
Rivet nuts and studs are not affected by high temperatures during installation, ensuring no damage to components.
Safety and Environmental Benefits:
No harmful gas emission or fire hazard, ensuring a safe working environment and guaranteeing the safety of manufacturers.
Economic Advantages:
Rivet nuts boast economic advantages, requiring less time for production, low costs, and offering overall cost-effectiveness.
Precautions for Using Rivet Nuts:
While rivet nuts offer a seamless solution, attention to certain precautions is crucial during their use:
Equipment Assembly:
Ensure correct assembly of the equipment's mouth screw. Select the appropriate equipment head and rivet bolt based on the dimensions of the rivet nut, verifying the firm connection of connecting parts.
Deformation and Adjustment:
Pay attention to the deformation length or displacement of the riveted nut and adjust the operating lever angle accordingly.
Scale Ring Adjustment:
Use the scale ring to adjust the rivet stroke during operation. When adjusting the length of the rivet bolt, open two handles and adjust the equipment head sleeve for optimal length.
Proper Assembly Sequence:
Follow a specific sequence during assembly, ensuring the nut is squeezed firmly onto the rivet bolt and properly inserted into the pre-drilled hole.
Equipment Maintenance:
Regularly check for loose caps during the operation of manual rivet nut equipment. Tighten them promptly and protect equipment head bolts from damage after use.

Summary:
In summary, rivet nuts offer unparalleled convenience in the assembly of sheet parts without the need for heavy installation tools. Beyond their ease of use, the repetitive connection of rivet nuts and studs without affecting performance establishes them as essential components in modern fastening solutions.
Aerospace bolts play a vital role in transferring shear and tensile loads, finding extensive application in areas that bear heavy concentrated loads or require disassembly within the realm of aviation. In this article, we explore the standards governing bolt threads in the aerospace industry, offering insights into the various specifications, fit quality, and identification symbols. These standards provide essential guidelines for selecting the right bolts for aviation applications.
1. Standards for Bolt Threads
In the aerospace industry, the standards for bolt threads are critical for ensuring the safety and integrity of aircraft structures. There are several key standards to consider:
a. American National Coarse Threads
b. American National Fine Threads
c. American Standard United Coarse Threads
d. American Standard United Fine Threads
These standards differentiate primarily based on two key factors:
1. Thread Pitch: Coarse and fine series threads of the same size share the same nominal thread diameter but differ in the number of threads per inch.
2. Tolerance Distribution: Each standard has distinct tolerance specifications for threads with a one-inch diameter. For instance, NF regulation utilizes 14 teeth per inch, represented as 1-14NF, while UNF regulation employs 12 teeth per inch, represented as 1-12UNF.
2. Fit Quality
The grade of a thread indicates the tightness of the fit between threaded parts, and it ranges from Grade 1 to Grade 5:
a. Grade 1 (Loose Fit): This level of fit allows for easy manual turning of the nut.
b. Grade 2 (Free Fit): Typically used for aerospace screws due to its specific requirements.
c. Grade 3 (Medium Fit): Commonly used for aerospace bolts where a secure yet manageable fit is essential.
d. Grade 4 and 5 (Tight Fit): These grades require a wrench for nut tightening. A higher grade corresponds to a tighter fit.
3. Identification Symbols
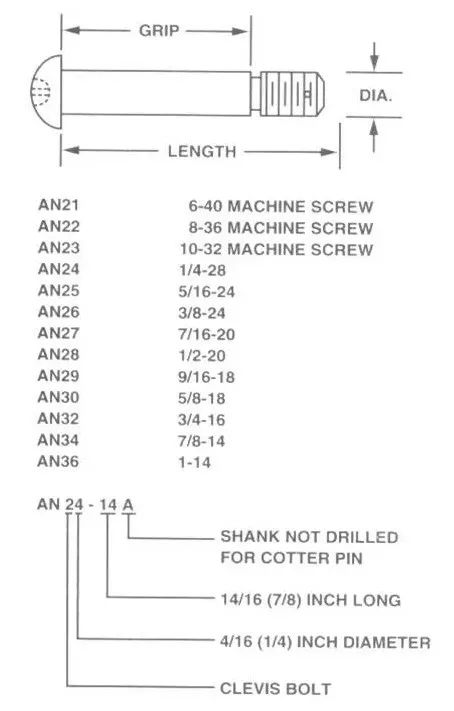
Bolt identification includes details such as diameter, length, and material. The unit of measurement for diameter is 1/16 inch, while the unit for bolt rod length is 1/8 inch. Material specifications are conveyed using English letters or symbols:
"C" denotes stainless steel.
"DD" signifies 2024 aluminum alloy.
"-" is used for nickel alloy steel.
General Standard Bolts in the Aerospace Industry
Hexagonal Head Bolt
The hexagonal head bolt is a widely used standard aviation bolt suitable for aircraft structure assembly, capable of withstanding tensile and shear loads. It adheres to the AN model specification standard and employs fine threads. Materials include chrome-plated nickel steel, stainless steel, and 2024 aluminum alloy.

Model Specification Code:
Example: AN 3 DD 14A
"AN" represents the standard bolt of USAF Navy specification.
"3" denotes a bolt diameter of 3/16 inch.
"DD" indicates the use of 2024 aluminum alloy.
"14" signifies a rod length of 1.5 inches.
"A" indicates the absence of a safety hole at the screw tail.
Engine Bolts Drilled in the Head
These bolts, identified by model specification codes ranging from AN73 to AN81 and MS20073 to MS20074, have slightly thicker heads with a through hole for a fuse. They possess the same tensile and shear strength as ordinary bolts.
Hexagon Socket Head Bolt
These bolts, bearing model specification codes MS20004 to MS20024, come in various diameters from 4/16 inch to 24/16 inch. They are made of high-strength steel and are not interchangeable with AN series hexagon bolts. These bolts are primarily used for connecting parts that bear both tensile and shear combined stresses.
For steel parts, the installation hole should be chamfered to allow the fillet to sink into the hole.
When installing on aluminum alloy parts, an MS20002C washer should be used beneath the bolt head.
Slotted Cheese Head Bolt
Slotted cheese head bolts are identified by model specification codes like AN21, AN22, and AN23, where the digits represent thread sizes (e.g., "6-40," "8-36," "10-32"). These bolts have fine threads (NF) and are ideal for bearing shear loads, often used as hinge pivot pins in rotating parts.
In Conclusion
Understanding the standards for bolt threads in the aerospace industry is crucial for selecting the right fasteners for aviation applications. The specifications, fit quality, and identification symbols of these bolts ensure the safety and reliability of aerospace structures. Proper bolt selection is an essential aspect of aviation engineering, contributing to the overall safety and performance of aircraft.The quality of bolt assembly and the precision of bolt tightening are crucial elements in the entire process of automobile assembly. This article delves into the significance of the bolt tightening process during vehicle assembly and its mechanical analysis. Understanding the importance of this process is essential for ensuring the structural integrity and safety of automobiles.

Mechanical Analysis of Bolt Tightening:
During the bolt tightening process, bolts undergo stretching and deformation due to tensile forces while engaging in a compressive interaction with connectors through threaded fasteners. The forces applied to the bolts and connectors are equal in magnitude and opposite in direction.
At this stage, the force exerted by the bolt on the connected part is referred to as the axial preload of the bolt. The force changes in several stages during bolt tightening. Initially, when the bolt head does not make contact with the fastener, compression force is zero, and torque is minimal.
As the bolt head aligns with the fastener, further tightening leads to a gradual increase in compression force and torque. Continued tightening results in the compression force and torque reaching a plateau, as the bolt nears its yield point. Once this yield point is reached, further tightening leads to reduced tightening force and torque, potentially causing deformation or fracture of the bolt.
Bolt Tightening Methods:
Three primary bolt tightening methods are used in automobile assembly:
Torque Control Method:
This method relies on the linear relationship between axial clamping force (F) and tightening torque (T), expressed as T = K * F.
It is cost-effective, utilizing a torque wrench for quality checks.
However, it may lack precision and is susceptible to environmental factors.

Torque Angle Control Method:
This method involves initial tightening to a fraction (typically 40% to 60%) of the full torque, followed by tightening to a specified angle.
It provides high control precision and generates substantial axial clamping force.
The downside is the complexity of the control system and the need for precise measurement of pre-tightening torque and angle.
Yield Point Control Method:
This method tightens bolts until they reach their yield point.
It ensures reliable clamping force but requires careful monitoring to prevent over-tightening.
Dynamic Torque vs. Static Torque:
Dynamic torque is measured during the tightening process, ensuring that the axial preload meets engineering requirements.
Static torque, measured after tightening, is used to monitor production process stability.
Tool Selection for Bolt Tightening:
Tool selection is influenced by production capacity, assembly complexity, and assembly process layout.
The decision between power tools and manual tools is based on actual assembly needs and the complexity of the product.
Early planning and design of the bolt tightening process are essential to prevent assembly abnormalities and enhance product quality.
Conclusion:
Bolt tightening is a critical aspect of automobile assembly, impacting structural integrity and safety. Properly executed bolt tightening ensures the stable operation of the production line, improves economic benefits, and enhances product quality while reducing development costs. Understanding the mechanics of bolt tightening and selecting the appropriate tools are pivotal for achieving these goals in the automotive assembly process.
Washers play a crucial role in bolted connections, but not all such connections necessitate their use. Bolted assemblies employ various types of washers, including flat washers, spring washers, or a combination of both. Let's delve into the distinct functions of these washers:
Flat Washers:
Protection of Substrate Surfaces
Bolts often have uneven surfaces on their heads, which can damage the substrate when tightly fastened. Flat washers come to the rescue by minimizing substrate surface damage caused by the bolt head. They act as a buffer between the bolt head and the substrate.

When frequent disassembly is required, flat washers protect the surfaces of connected components from scratches. Placing flat washers at the nut or bolt head can safeguard precision-machined surfaces from unwanted abrasions.
Precise Friction Coefficients:
In situations where precise friction coefficients are essential, bolt manufacturers provide bolts, nuts, and washers as a matched set. Manufacturers treat nuts and washers accordingly to maintain a consistent coefficient of friction between them. This ensures optimal performance and reliability in specific applications.
Prevention of Substrate Sinking:
When bolts are tightened, they generate axial forces. Excessive axial force, especially on soft and thin substrates, can lead to substrate sinking or deformation. Flat washers effectively reduce substrate sinking by distributing the load evenly.
The pressure transmission in bolted connections gradually expands like a trumpet, resulting in reduced compressive stress on the contact surface of connected parts. Adding a flat washer helps alleviate this compressive stress.
Spring Washers:
Increased Friction:
Spring washers primarily serve to provide extra force to the nut once it is tightened, enhancing friction between the nut and the bolt. This feature prevents the loosening of fastening bolts due to equipment vibrations during operation.

Prevent Loosening and Enhance Pre-Tightening Force:
Spring washers offer anti-loosening capabilities and increase pre-tightening force. However, flat washers do not possess this function. They are suitable for connections that rely on compression to generate friction for power transmission. Nevertheless, it's important to note that spring washers may not be effective in high-preload or critical connections.
For electrical connections, spring washers can still help prevent complete loosening, particularly when the connection has already started to come loose.
Compensating for Stress Relaxation:
In cases where bolt clamping length is limited, and bolt stress relaxation is a concern, spring washers can compensate for stress relaxation, helping maintain the desired clamping force.
When Can Washers Be Omitted:
Flange Face Nuts or Bolts:
When using flange face nuts or bolts, the larger contact area inherently increases the contact surface and reduces compressive stress. In such scenarios, washers are typically unnecessary.
Shear Stress Bolts (Reamed Hole Bolts):
Shear stress bolts, which do not require high preload and do not bear axial forces during operation, typically do not require washers. The bolt holes are often small, and the nut or bolt head's bearing surface is generally ample to support the load without reducing compressive stress.
In conclusion, the choice of washer – flat, spring, or none – depends on the specific requirements of the bolted connection and the materials involved, ensuring that the connection functions reliably and safely.