For a high-accuracy web guide system, not only you should consider the ability of web guiding, but also consider the characteristics of the coil and its movement on the machine.
The Web Offsets Which Affect The Accuracy Of Web Guide System.
Driver limits
The driver has a limit in the web guide system. All web guide systems can correct the position offset within a certain range, and this range should less than the drive limit. Most drivers have a limit of +/-75 mm. If the enter position of the web is shifted by more than 75 mm, the system will be stopped because of the movement to the limit position, and the positional offset for the portion of more than 75 mm cannot be corrected.
Instant position offset
When the lateral position offset occurs in a short period of time, this offset is known as an instant position offset which is usually occurred because the shorter length of the web is r or the high-speed web. It may also be caused by materials, machines, or process changes, for example, due to the unmembacted web switching bonding. Because this positional offset is immediate, the lateral speed of this positional offset is infinite, which is called the most challenging positional offset and the web guide system is impossible to have an infinite tracking speed. In order to improve the efficiency of the web guiding, the instant offset.
The offset of the steady-state
The offset of the steady-state is usually caused by the deviation between the web and the reel, the reel and the flat gas shaft, the discharge rack and the subsequent process centerline. Further, during the transmission process, the offset of the steady-state is also occurred due to the non-parallel guide roller, the uneven diameter guide roller, or the external force, such as the airflow. There’s not a horizontal moving speed in the offset of the steady-state. Therefore, as long as the driving limit of the actuator driver is larger than the distance of the coil offset of the steady-state, this type of offset does not affect the accuracy of the web guide system.
Web
In addition to the offset of instant position and steady-state, the web also produces progressive lateral position offset, which may be caused by various reasons, such as the non-neat or inclined side of the coil, the movement of the loose roller, the sliding or sticky milling of the web in the roller, the work conditions of the machine or process for example that the tension, speed, lubrication, or temperature change will interfere with the mechanism of the coil transmission.
Web guide system itself
The web guide system may also cause the web offset. If the control loop is not adjusted well and the blind zone of the probe is too large, or the driver is loose, then the web guide system will cause the offset of the web. There are several important indicators for web guide system installation, which include calibration width, winding angle, the position of the swing center and the direction of swing.
Conditions & Features The Web Guide System Should Satisfy For The Highest Accuracy
Usually, the precision of 0.3 mm can meet most of the applications, which is also the accuracy that most of the web guide system can achieve with general settings. But to achieve 0.1 mm or higher accuracy, coil, web guide machine, and equipment must meet some requirements.
Conditions of the web guide system and coils should satisfy
1. The input of the web offset is a type offset of the steady-state.
2. The input of the web offset ranges within the driver limit.
3. Prouch, rebound, or probe of the connector is small enough.
4. The initial push power of the driver is large enough.

Features of the web guide system should satisfy
1. Inverse second of 40 seconds
2. The maximum lateral positional offset is less than 4 mm / second, at the speed of 25 meters/minute and the lateral offset angle is less than 6 degrees.
3. The frequency of any coil rack or the horizontal cycle is less than 6.4 Hz.
Large system gain, the quick response speed of the driver, the smallest loose connection & drivers rebounded, will do a great favor for the high-precise web guide system.
High accurate web guiding system will help greatly improve productivity and reduce production waste. As a web guide system manufacturer, the question you will be asked commonly is that what is the accuracy of your web guiding? The answer always will be doubted, because the definition of the accuracy of the web guide system varies for different people. Before learning the accuracy of the web guiding system, there’s a simple question that why the web guide system is required?
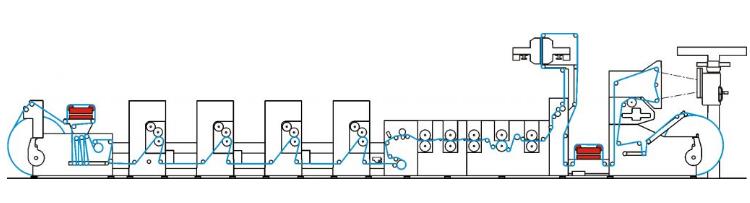
Why web guide system Is required?
The edges or center lines of the process of coating, printing, compounding, dividing, and winding, otherwise, the transverse dislocation of the coil will cause the waste or even downtime. This is why the web guide system is required. It is the technique which will always coil side is neat and consistent. Usually, the tracking method of the web guide includes three types of edge, center and line.
What determines the accuracy of web guide system
The accuracy of the web guide is determined by three factors: the deviation of the invasive web, the accuracy of the web guide system, the installation accuracy of the system. Further, the unique features of the coiling are that the deviation of the invasive web, the lateral movement or swing size of the coil, which are important factors in determining the accuracy of the web guide.
The definition of the accuracy of web guide system
The web guide machine is typically upstream of a critical process, and the closer the process is, thus the maximum reduction in position deviation errors when entering the critical process. As a manufacturer of web guiding, need to follow the edge, center, or line position of the coil just from the probe. So it is recommended that installing the machine in the location closest to the key process.
For more professional knowledge, please visit the article page of The accuracy of web guide system.

With high hardness, excellent wear resistance & corrosion resistance, tungsten carbide has a high performance in the high-tech manufacturing field which has a strict requirement of quality, stability and reliability.
Characteristics of tungsten carbide
1. High hardness and wear resistance. Generally, between HRA86 ~ 93, decreases with an increase in cobalt.
2. Thermohardening. Under the temperature of 500°C is basically unchanged and there is still a high hardness at 1000°C.
3. High anti-bending strength. The bending strength at normal temperature is between 90 and 150 MPa and the higher the cobalt, the higher the anti-bending strength.
4. More stable chemical properties. Carbide material has acid-resistance, alkali-resistant, and even significantly oxidation even at high temperatures.
5. High thermal conductivity. Cemented carbide has higher thermal conductivity than that of high-speed steel, which increases with the increase of cobalt.
6. The coefficient of thermal expansion is relatively small. It is lower than high-speed steel, carbon steel and copper, and increases with the increase in cobalt.
The manufacturing method of tungsten carbide
The production of the cemented carbide is to mix tungsten carbide and cobalt in a certain proportion, pressurize into various shapes, and then semi-sintered. The sintering temperature is 1300-1500°C.
When manufacturing cemented carbide, the selected raw material powder has a particle size between 1 and 2 microns, and the purity is very high. The raw materials are mixed according to the specified composition ratio, and the medium is added into the wet ball mill to wet-grind them for making them fully mixed and crushed. After drying and sieving, the forming agent is added, and then the mixture is dried and sieved. Then, when the mixture is granulated and pressed, and heated to close to the melting point of the binder metal (1300-1500°C), the hardened phase and the binder metal will form a eutectic alloy. After cooling, a solid whole is formed. The hardness of cemented carbide depends on the hardened phase content and grain size, that is, the higher the hardened phase content and the finer the grains, the greater the hardness. The toughness of cemented carbide is determined by the bond metal. The higher the content of the bond metal, the greater the bending strength.
Hardness test of tungsten carbide
The cemented carbide is a metal, which can reflect the difference in mechanical properties in chemical components, tissue structures, and heat-treatment process. Therefore, the hardness test is widely used in the inspection of carbide properties, which can supervise the correctness of the heat treatment process and the research of new materials. The hardness detection of tungsten carbide mainly uses a Rockwell hardness tester to test HRA hardness values. The test has a strong shape and dimensional adaptability of the test piece with high efficiency.
For more professional information, please visit the introduction page of tungsten carbide knowledge .

Tungsten carbide has high hardness and wear-resistance, The cutting speed of carbide tools is 4 to 7 times higher than that of high-speed steel with 5 to 80 times higher service life. Carbide products can cut hard materials of about 50HRC.
Cemented carbide is mainly micron-sized powders of carbides (WC, TiC) of high-hardness refractory metals. The main components are powder metallurgical products sintered in a vacuum furnace or a hydrogen reduction furnace with cobalt (Co), nickel (Ni), and molybdenum (Mo) as the binder.
The matrix of cemented carbide is composed of two parts: one part is the hardening phase and the other part is the bonding metal.
The hardened phase is the carbide such as tungsten carbide, titanium carbide, and tantalum carbide. Their hardness is very high, and their melting points are above 2000°C, and some even exceed 4000°C. The existence of the hardening phase determines the carbide has extremely high hardness and wear resistance.
Tungsten carbide WC grain size requirements for cemented carbide use different grain size WC according to different applications.
Carbide cutting tools
Carbide cutter is widely used for metal cutting and machining. Fine machining alloys such as foot cutter blades and V-CUT knives use ultra-fine, sub-fine, and fine-grained WC; rough-machining alloys use medium-grain WC; gravity cutting and heavy-duty cutting alloys use medium and coarse Granular WC as raw material.
carbide brazed tips
Carbide mining tools
The rock has high hardness and a large impact load. Coarse WC is adopted, and the rock impact is small with a small load. Medium-sized WC is used as raw material.
carbide mining tips
Carbide wear-resistant parts
When emphasizing its wear resistance, compression resistance and surface finish, adopt ultra-fine, sub-fine, fine, and medium-grain WC as raw material and use medium and coarse-grain WC raw materials as the main material for impact-resistant carbide wear parts.
tungsten carbide parts
The theoretical carbon content of WC is 6.128% (atomic 50%). When the carbon content of WC is greater than the theoretical carbon content, free carbon (WC+C) appears in the WC. The presence of free carbon causes the surrounding WC grains to grow during sintering, resulting in uneven grains of cemented carbide. Tungsten carbide parts generally requires high combined carbon (≥6.07%), free carbon (≤0.05%), and total carbon is determined by the production process and scope of application of cemented carbide.
The bonding metal is generally iron group metals and cobalt and nickel are commonly used.